白度和熒光測量在DIP漿線的應用
? 建立一個白度設定點 ? 通過ERIC調整白度 ? 全面減少質量偏差 ?
一年內收回成本
在線應用
PulptecTM BT-5400 UV 帶熒光測量的白度傳感器
造紙機概述
在法G的 Saint-Mars-la-Brière ,ArjoWiggins’ Le Bourray 脫墨漿(DIP) 工廠, 使用兩條DIP浮選脫墨線。那里有八個主要的纖維回收來源。這個工廠每年生產110000噸回收漿為原料的衛生紙和涂布印刷紙。
標定和安裝

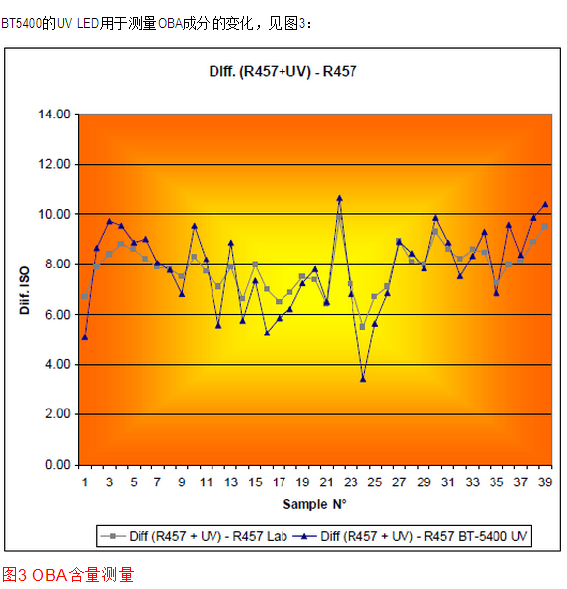
圖1 標定BT R457+UV 標定R2
=0.92
在Le Bourray BT-5400 UV已經成功測試6個月,傳感器已經被標定,見圖1,。 • 白度, R457
• 白度Brightness, R457 + UV • ERIC(油墨殘余)
• L a b (明度,紅度,黃度)
白度使用457納米的藍色光束測量依據標準ISO 2470-2
在六個月的測試期間內BT-5400 UV安裝在DIP漿線的兩個不同位置: 1, 一段浮選槽出口 2, 二段浮選槽出口
在兩個安裝位置漿料濃度都是3.5%左右
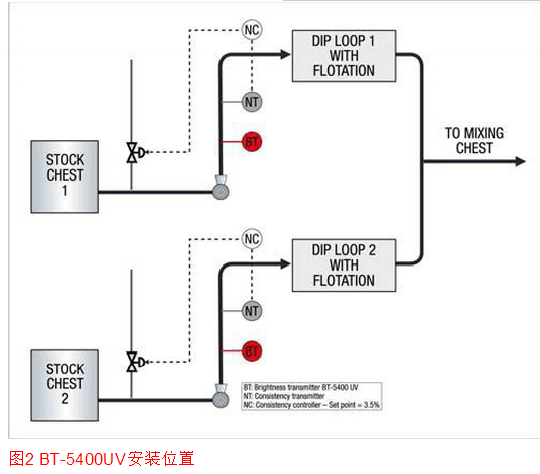
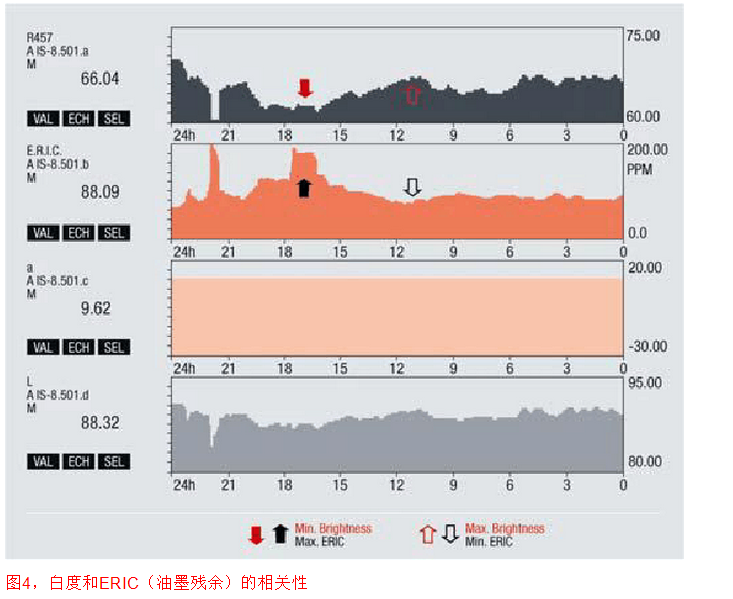
在**個安裝位置,工廠采用R457 + UV 白度設定,用于建立一個白度設定點。操作工一直監測這個白度水平,并根據白度的增加和減少手動在線調整回收纖維的供應量配比。如果白度增加超過設定點,操作工抓住機會增加較低白度回收纖維的用量。基于良好的劑量供給,工廠可以通過減少白度波動來提高總的產品質量。在第二個安裝位置,通過控制ERIC(油墨殘余數)增加額外的收益。工廠操作工發現當ERIC含量高時,白度水平會下降。通過調整脫墨線參數,他們可以降低ERIC的值,由此不需增加化學品用量即可控制達到正確漿料白度,見圖4.
白度水平數據的精確記錄使工廠維持了嚴謹的質量控制標準,由此使工藝簡單化并減少了不需要的化學品消耗。不到一年時間即全部收回成本,調整不同回收纖維的用量配比,節省漂白劑的加入量,使工廠盡可能的降低回收纖維的用量以節省費用。